品牌:上海文圣
起订:1台
供应:20台
| 品牌 : | 上海文圣 | 型号 : | VS-MSR01 |
| 加工定制 : | 是 | 适用范围 : | 工业机械手与RFID检测系统 |
| 特色服务 : | 维修一年 | 电工电器设备名称 : | 工业机械手与RFID检测系统应用实训柜 |
VS-MSR01型 工业机械手与RFID检测系统应用实训平台
VS-MSR01型 工业机械手与RFID检测系统应用实训平台工业机械手、RFID检测系统、PLC控制系统及一套供料、输送、装配、仓储机构,可以实现对工件进行吸取、搬运、组装、堆垛、螺丝紧固、出入库、检测等操作。该平台各组件均安装在型材桌面上,机械结构、电气控制回路、执行机构相对独立,采用工业标准件设计。通过此平台可以进行机械组装、电气线路设计与接线、PLC编程与调试、RFID信息读取与写入、工业机械手编程与调试等多方面训练,适合职业院校、技工学校机电类相关专业《机电设备安装》、《机电技术》、《PLC技术》及《机电一体化技术》等课程的实训教学,适合职业院校学生及工程技术人员进行工程训练及技能实训。

一、实训项目
1、PLC程序编程与调试
2、工业机械手示教单元使用
3、工业机械手软件使用
4、工业机械手基本指令操作与位置点设置
5、工业机械手工件的抓取与搬运
6、工业机械手成品组装与螺丝固定
7、自动化仓库控制程序的编程
8、自动化仓储成品出入库操作
9、RFID数据读写编程与调试
10、RFID系统与工业机械手综合应用
二、实操说明
“VS-MSR01型 工业机械手与RFID检测系统应用实训平台”由一套4自由度工业机械手系统、RFID检测系统、三菱可编程控制器系统、工件供料单元、输送单元、工件装配单元、立体仓库单元等组成。

设备除了任务书中需要完成的装配、接线、编程、调试、运行工作外,其余器件、电路、气路均已安装、调试正常。设备上用到的部分器件相关技术手册以电子文档形式存放在当前工位计算机的桌面上。提供一套基本控制程序(包含PLC程序和机器人程序),存放在当前工位计算机的桌面上,自行 相关程序到PLC主机和机器人控制器中。在完成任务书中有关安装、调整、接线、参数设置、坐标点设置等任务的前提下,通过调试控制程序能实现的功能如下:
1、系统复位:上电后按下面板上的“复位”键3秒,控制程序开始复位,机械手回到初始位置,各气缸复位,具体如下:
(1)输送单元不运行,推送气缸复位。
(2)工件料库检测出料口工件是否到位,若未到位则升降机构上升一个工件的高度。
(3)工件基板料库检测出料口工件基板是否到位,若未到位则升降机构上升一个工件基板的高度。
(4)工件装配单元锁紧气缸松开状态。
(5)立体仓库堆垛机停靠在*左端。
2、启动:按下“启动”键,机械手从初始位置运行到工件基板供料单元等待位置。
3、机械手移动到工件基板料库,吸取一块工件基板搬运至装配台,工件基板料库升降机构上升一个工件基板的高度。
4、机械手移动到工件料库,吸取一块工件搬运至装配台,放置在工件基板上方,工件料库升降机构上升一个工件的高度。
5、装配台锁紧机构气缸工作,气缸回到收回状态,把工件基板和工件夹紧。
6、机械手回到等待位置。
三、实操工作任务
任务一:机械手本体上安装相关部件及气路连接
1.将真空吸盘固定到工装法兰的安装孔上,用自带的螺母打紧。
2.将图3-1-1工装法兰固定到工业机械手Z轴工装法兰固定法兰安装孔上,用螺丝固定好。
3.将真空发生器固定到工装法兰两侧的安装孔上,用螺丝固定好。
4.根据图3-1-2 装配示意图装配电动螺丝刀缓冲机构,装配好后如图3-1-3,将装配好的缓冲机构安装到工装法兰的安装孔上,用螺丝固定好。
5.将电动螺丝刀固定到缓冲机构安装固定孔上,用螺丝固定好。
6.分别连接电动螺丝刀、真空吸盘的气管至真空发生器上。
7.连接电动螺丝刀、真空吸盘的电磁阀电气电路。
任务二:工业机械手设置与编程调试
1.设置传输方式及通信参数:使用示教单元设定机械手控制器比特率为9600,字符长为8,奇校验,停止位为1,RTS/CTS控制无效,终端编码为CRLF,XON/XOFF控制为有效。
2.机械手位置点设置:使用示教单元设置并调整机械手相关位置点,包括:原点位置复位、机械手起始位置、装配等待位置、工件供料单元位置、装配区位置、工件底板固定孔位置、螺丝供料单元位置、PL0托盘的4个坐标点位置等,程序中所使用的各坐标点说明如表3-2-1。
表3-2-1 坐标点说明
| 序号 | 坐标点 | 说明 | 备注 |
| 1 | P0 | 机械手待机位置 | 不需选手示教 |
| 2 | P4 | 机械手吸取螺丝的位置 | 需选手示教 |
| 3 | P20 | 机械手吸取基板路径点1 | 不需选手示教 |
| 4 | P21 | 机械手吸取基板路径点2 | 不需选手示教 |
| 5 | P22 | 机械手吸取基板位置 | 需选手示教 |
| 6 | P23 | 机械手放置基板位置 | 需选手示教 |
| 7 | P30 | 机械手吸取工件路径点1 | 不需选手示教 |
| 8 | P31 | 机械手吸取工件路径点2 | 不需选手示教 |
| 9 | P32 | 机械手吸取工件位置 | 需选手示教 |
| 10 | P33 | 机械手放置工件位置 | 需选手示教 |
| 11 | P40 | 机械手搬运成品路径点1 | 不需选手示教 |
| 12 | P41 | 机械手搬运成品路径点2 | 不需选手示教 |
| 13 | P42 | 机械手吸取成品位置 | 需选手示教 |
| 14 | P43 | 机械手放置成品位置 | 需选手示教 |
| 15 | P3996 | 托盘坐标点1 | 需选手示教 |
| 16 | P3997 | 托盘坐标点2 | 需选手示教 |
| 17 | P3998 | 托盘坐标点3 | 需选手示教 |
| 18 | P3999 | 托盘坐标点4 | 需选手示教 |
3.机械手程序设计与调试
需要选手自行编程完成如下流程:
1)机械手运行到螺丝供料单元,吸取一颗螺丝,运行至装配台。
2)把螺丝固定到托盘位置编号1上,重复上述的动作,完成托盘位置编号9、37、45上螺丝的固定。
3)螺丝固定完成后,通过RS232发送“FZWC”给PLC,告知PLC已装配完成,可以松开装配台气缸,等待PLC回复“OK”。
4)机械手收到PLC的“OK”后把固定好的工件搬运至输送单元。
任务三:RFID检测系统安装及编程调试
1.出库时,读写器会对成品进行信息读取,读取到的信息存在“”寄存器中,读取到的编号信息格式为FABCD,其中F是固定码,AB为库位信息,CD为出库口信息,编写PLC程序把出库口信息保存到“”寄存器中。
2.相关端口说明
| PLC输入输出端口 | 端口功能说明 |
| X24 | 出货台1物料到位传感器 |
| X27 | 出货台2物料到位传感器 |
| Y17 | 出货口电磁阀1 |
| Y20 | 出货口电磁阀2 |
| Y21 | 出货口电磁阀3 |
| Y22 | 出货口电磁阀4 |
| Y23 | 出货1传送带电机 |
| Y24 | 出货2传送带电机 |
任务四:控制系统接线、触摸屏及主控程序编程
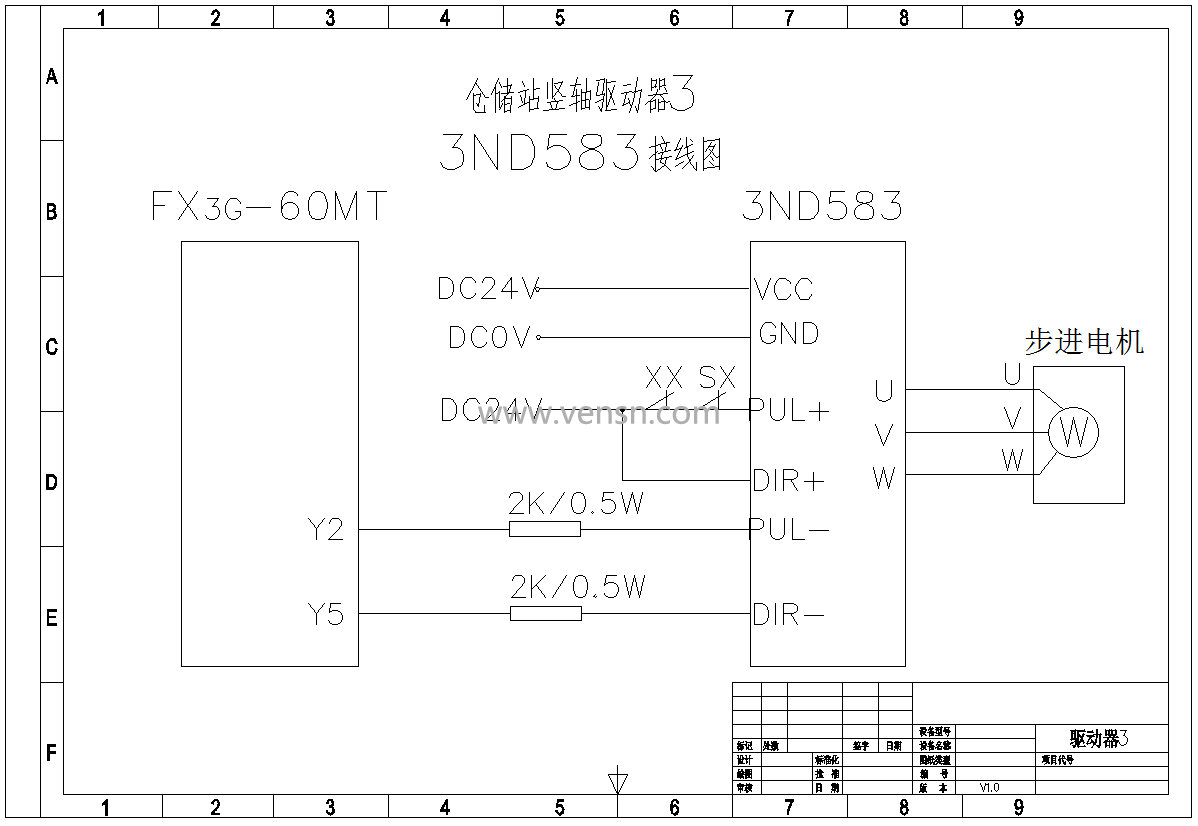
1.网孔板上步进电机驱动器的连线,根据提供的图纸连接电源线、控制信号输入线、电机控制输出线,并完成参数的设置。
2.主控制程序的编写,在基本程序的基础上完成满足以下要求:
1)当传送带出入口到位传感器有信号时,堆垛机运行到传送带出入口,伸出货叉取走装配成品,把装配成品放置到立体仓库A01、B03、C05、D07这4个库位上,放满这4个库位,同时把读取的写入的标签信息显示到触摸屏上,如图3-4-1。
图3-4-1 触摸屏示例图
2)堆垛机运行过程中,当目标位置与当前位置间距大于等于2个库位的距离使用高速,小于2个库位的距离使用低速。
3)把读取的RFID标签信息显示到触摸屏上。
4)在触摸屏上点击立体仓库上的A01、B03、C05、D07任意一个库位(如图3-4-1上的红色物块),堆垛机完成从该库位叉取装配成品,运行到传送带出入口,完成出库操作。
附表: PLC控制器端口分配表
| 序号 | PLC输入端口 | 端口说明 | PLC输出端口 | 端口说明 |
| 1 | X00 | 编码器A | Y0 | 驱动器1PUL- |
| 2 | X01 | 编码器B | Y1 | 驱动器2PUL- |
| 3 | X02 | 启动按钮 | Y2 | 驱动器3PUL- |
| 4 | X03 | 停止按钮 | Y3 | 驱动器1DIR- |
| 5 | X04 | 复位按钮 | Y4 | 驱动器2DIR- |
| 6 | X05 | 急停按钮 | Y5 | 驱动器3DIR- |
| 7 | X06 | 基板上升传感器 | Y6 | 变频器正转STF |
| 8 | X07 | 基板下降传感器 | Y7 | 变频器正转STR |
| 9 | X12 | 基板有无传感器 | Y10 | 货台电机正转 |
| 10 | X14 | 工件上升传感器 | Y11 | 货台电机反转 |
| 11 | X15 | 工件下降传感器 | Y12 | 水平电机正转 |
| 12 | X16 | 工件有无传感器 | Y13 | 水平电机反转 |
| 13 | X17 | 装配台有无物料传感器 | Y14 | 水平电机速度切换 |
| 14 | X20 | 装配台气缸夹紧到位传感器 | Y15 | 供料单元电磁阀 |
| 15 | X22 | 传送带入料到位传感器 | Y16 | 装配单元电磁阀 |
| 16 | X23 | 传送带出入口到位传感器 | Y17 | 出货口电磁阀1 |
| 17 | X24 | 出货台1物料到位传感 | Y20 | 出货口电磁阀2 |
| 18 | X26 | 出货台1气缸推料到位传感器 | Y21 | 出货口电磁阀3 |
| 19 | X27 | 出货台2物料到位传感 | Y22 | 出货口电磁阀4 |
| 20 | X31 | 出货台2气缸推料到位传感器 | Y23 | 出货1传送带电机 |
| 21 | X32 | 货台原点传感器 | Y24 | 出货2传送带电机 |
| 22 | X33 | 货台前伸出到位传感器 | ||
| 23 | X34 | 货台后伸出到位传感器 | ||
| 24 | X35 | 仓库Y轴原点传感器 | ||
| 25 | X36 | 仓库Y轴限位开关 | ||
| 26 | X40 | 仓库X轴位置编码A | ||
| 27 | X41 | 仓库X轴位置编码B | ||
| 28 | X42 | 仓库X轴位置编码C | ||
| 29 | X43 | 仓库X轴位置编码D |
附图:电气接线图