
















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
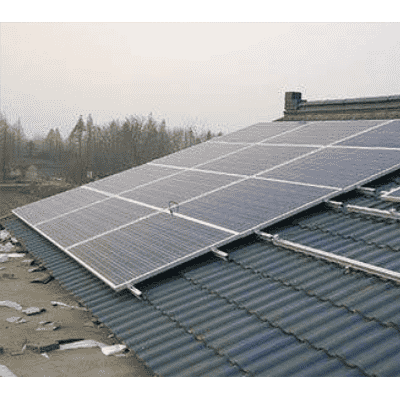
光伏支架之固定螺旋桩的合理运用技巧
在安装光伏支架的过程中,会运用到固定螺旋桩的技术,这是支架产品稳固与否的基础。那具体应该如何实施才能达到相应的标准呢?跟随小编一起来看一下。
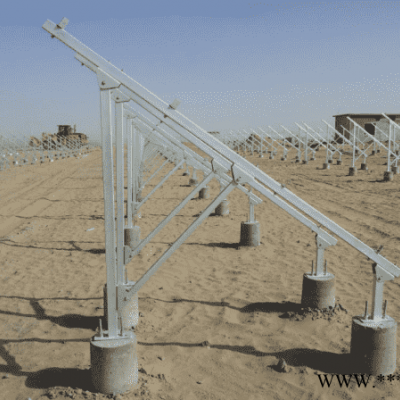
由于太阳能光伏支架是安装在室外的,所以环境因素对固定螺旋桩的运用也是有很大影响的,如果操作不当的话,很容易会减少产品的使用寿命。其次是对太阳能固定螺旋桩本身的处理,为了其运用性能,一般都要经过堵截、变形、焊接,渔光互补光伏支架价格,酸洗,热镀等处理工序。
其中热镀、酸洗是为了进一步提高产品的防腐性能,这直接影响太阳能固定螺旋桩的使用寿数,但是操作的过程中一定要注意处理各技术参数的把握。 在各方面都达标的情况下,一般太阳能固定螺旋桩可以运用40-80年的时间,可以满足光伏支架的使用要求。
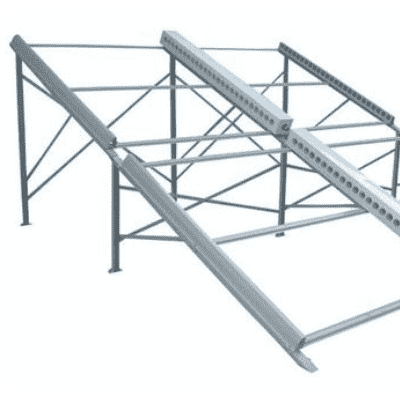
怎样生产的太阳能光伏支架?
1)对太阳能光伏支架工件进行焊前预热和焊后缓冷。对工件进行整体预热或合理的局部预热,渔光互补光伏支架设备,能减小堆焊层的拉应力,是避免裂纹和剥离的主要工艺措施。例如锻模和大阀门堆焊时,常采用整体预热的办法防止裂纹。对于不锈钢、高碳钢等塑性好的堆焊材料一般不必预热。堆焊层硬度不太高或硬度虽髙但堆焊面积不大,河北渔光互补光伏支架,以及堆焊过程本身产生的热可以将整个零件加热的情况下,也可以采用不预热堆焊。
2)采用堆焊过渡层法。先用塑性好、强度不高的普通焊条进行打底,然后再堆焊高硬度的堆焊层,这样有利于避免裂纹的形成。
3)避免连续多层堆焊。防止堆焊部位过热的办法是避免连续多层堆焊,在有些情况下可以减小应力,防止堆焊层裂纹或剥离。
4)防止太阳能光伏支架的堆焊层硬度偏低在正确选定堆焊材料的条件下,要防止因过分稀释和合金元素的烧损而造成太阳能光伏支架的堆焊层硬度偏低,因此尽量采用小电流和短弧焊。
施工中车棚光伏支架的连接方式
1、电焊套承插口焊接法
将车棚光伏支架或其他零件之接合端部份以砂纸磨掉表面层,如表面尚有油脂,应用或拭净;将两端插入电焊套,两端必需插达电焊套之中间点,插入时两端点不得有水。然后插入焊接控制器之二次线,开始焊接。过程中不得移动或碰触及中途切断电源或使二次线接合点松脱。焊接完成一小时后俟接合点完全冷却才可以加压于车棚光伏支架内及由外扳动堆焊车棚光伏支架,以确保接合点不变形。
车棚光伏支架必须先使用切板器切割,务必使承口十分平整,承口端插入电焊套部分不得有1mm以上刮痕或变形。使用过之电焊套不得再次使用,如电焊套有破损或变形,应予弃置不得使用。如接失败,应更换新的电焊套重新焊接,渔光互补光伏支架销售,若因电焊套进行中因电源切断而失败,待完全冷却后再插上二次线重新进行焊接。如焊接完成后需立即加应力于车棚光伏支架上,可以浇冷水使其冷却。
天津渔光互补光伏支架-天津宇富盛新能源-渔光互补光伏支架设备由天津市宇富盛新能源科技有限公司提供。天津市宇富盛新能源科技有限公司是天津 天津市 ,太阳能及再生能源的见证者,多年来,公司贯彻执行科学管理、创新发展、诚实守信的方针,满足客户需求。在宇富盛领导携全体员工热情欢迎各界人士垂询洽谈,共创宇富盛更加美好的未来。
-天津太阳能光伏支架厂家-天津太阳能光伏支架")
-钢结构牛棚")

")
")
")
-钢结构厂房加固")
-天津太阳能光伏支架定制-天津太阳能光伏支架")
-钢结构厂房加固")









