

















- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
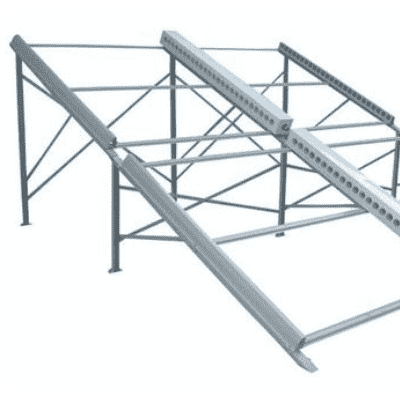
怎么降低特厚太阳能光伏支架的切割成本?
怎么降低特厚太阳能光伏支架的切割成本?
一些先进国家的工业标准要求氧气纯度在99.7%以上。氧气纯度每降低0.5%,太阳能光伏支架的切割速度就要降低10%左右。如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,光伏配件价格,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量亦明显劣变,气体消耗量也随着增加。显然,这就降低了生产效率和切割质量,也会明显地的增加生产成本。
其实除了氧气外,我们还可以使用液氧,虽然它的一次性投资比较大,但从经济角度来讲,要好得多。气体压力的稳定性对工件的切割质量也是至关重要的,因为它会影响到工件的切割质量。如果氧气压力出现波动,那么会严重影响切割断面。而压力,它又与所使用的割嘴类型、切割的太阳能光伏支架厚度等因素调整有关。
太阳能光伏支架火焰切割中,常用的可燃性气体有、煤气、以及丙烷等。国外有些厂家还使用MAPP,即:++丙烷。燃烧速度快且燃烧值高的气体,比较适用于薄管切割,反之则适用于厚管切割,尤其厚度是200mm以上的太阳能光伏支架。
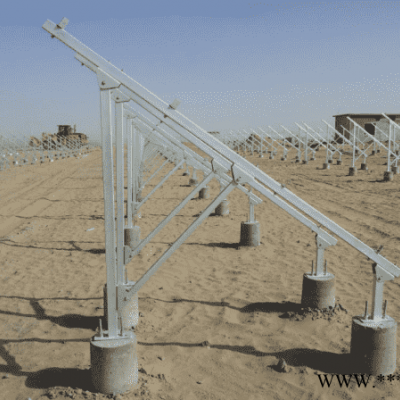
可调节光伏支架用于堆焊修复磨损件可调节光伏支架用于堆焊修复磨损件
焊丝大家一定是都知道是什么东西,但是同类中的可调节光伏支架有多少是知道的,并且能说出所耐磨焊丝的优点及适应的领域呢?
其实可调节光伏支架的优点很多,具有良好的抗磨料磨损,耐冲击磨损,耐高温磨损,耐粘着磨损(金属间磨损),耐腐蚀磨损以及抗两种类型以上复合磨损的性能。
可调节光伏支架的分类;
1.按其化学成分分类可分位两大类;即铁基堆焊耐磨焊丝和非铁基堆焊耐磨焊丝。每一大类可按其化学成分特点或显微组织,分为若干小类。如铁基堆焊耐磨焊丝可分为高铬合金堆焊耐磨焊丝,碳化钨堆焊耐磨焊丝等,非铁基堆焊耐磨焊丝可分位钴基堆焊耐磨焊丝和镍基堆焊耐磨焊丝。
2.按焊丝结构,可分为实芯焊丝及药芯(又称管状)焊丝。
3.从焊接工艺上讲,光伏配件厂家,可调节光伏支架的优点更为突出、可分为气保焊,埋弧焊,火焰堆焊,等离子堆焊及喷涂(焊)用堆焊耐磨焊丝。硬质合金堆焊耐磨焊丝。
关于可调节光伏支架的化学成分可以参照GB/T8110-1995《电弧焊用耐磨、低合金耐磨焊丝》、GB/T5117-1995《耐磨焊条》的规定。
预防焊接太阳能光伏支架时产生冷裂纹的方法
1、选择合理的焊接结构,避免拘束应力过大;正确的坡口形式和焊接顺序;降低焊接残余应力的峰值。
2、焊前预热、焊后缓冷、控制层间温度和焊后热处理,是可焊性较差的高强度钢和不可避免的高拘束结构形式,防止冷裂纹行之有效的方法。预热和缓冷可减缓冷却速度(延长△t800~500℃停留时间),改善太阳能光伏支架接头的组织状态,降低淬硬倾向,减少组织应力;焊后热处理可消除焊接残余应力,减少焊缝中扩散氢的含量。在多数情况下,消除应力热处理应在焊后立即进行。
3、焊后立即锤击,使残余应力分散,避免造成高应力区,是局部补焊时防止冷裂纹行之有效的方法之一。
4、在焊缝根部和应力比较集中的焊缝表面,(热影响区受到的拘束应力较低),北京光伏配件,采用强度级别较低的焊条,往往在高拘束度下取得良好的效果。
5、采用惰性气体保护焊,能大地控制太阳能光伏支架焊缝含氢量,降低冷裂纹敏感性,所以,应大力推广TIG、MIG焊接。
北京光伏配件-宇富盛新能源-光伏配件价格由天津市宇富盛新能源科技有限公司提供。天津市宇富盛新能源科技有限公司坚持“以人为本”的企业理念,拥有一支高素质的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。宇富盛——您可信赖的朋友,公司地址:天津市静海大邱庄宇富盛新能源科技,联系人:丹丹。
-天津太阳能光伏支架厂家-天津太阳能光伏支架")
-钢结构牛棚")

")
")
")
-钢结构厂房加固")
-天津太阳能光伏支架定制-天津太阳能光伏支架")
-钢结构厂房加固")









